Несмотря на то, что при монтаже освещения для большинства случаев используются коннекторы, бывают ситуации, когда без пайки обойтись нельзя.
Если пайка необходима, а опыта недостаточно или вообще нет, настоятельно рекомендуем ознакомиться с данной статьёй, чтобы избежать ошибок, вызванных неправильным подходом к технологическому процессу. Проще говоря - почитайте и убедитесь, пайка - это несложно!
Инструмент и материалы
Залог успеха в любом начинании – хороший инструмент. Паяя «на коленке», снимая изоляцию зубами и обстригая лишнее огромными кусачками успеха добиться будет крайне трудно. По этому лучше не поскупиться и приобрести подходящий инструмент – это сбережет нервы.
Паяльник.
Какой мощности нужен паяльник?
Мощность выбирается исходя из того, что паять. Маломощный паяльник не разогреет, слишком мощный перегреет. Чем массивнее деталь, тем бОльшая мощность нужна.
Для микро монтажа (маленькие микросхемки для поверхностного монтажа например) используют паяльники 4, 6, 12, 18 Вт.
Для печатного монтажа используют паяльники мощностью 25, 30, 35, 40, 50, 60 Вт.
Для объемного монтажа (пайка корпусов, шасси и т.п) используют паяльники мощностью 50, 60, 75, 90, 100,120 Вт.
Для пайки ленты, монтажа светодиодов и соединения проводов оптимальным будет выбор паяльника 25–40 Вт. Рекомендуем использовать именно такой паяльник.
Сверху китайский паяльник CT-BRAND 30 Вт. Внизу паяльник производства г. Псков 25 Вт. У обоих паяльников жала не родные.
А паяльная станция это что такое? Чем она отличается от обычного паяльника?
В обычном паяльнике температура жала не задается, просто паяльник сконструирован так, что она находится где то в пределах 250 – 400 градусов Цельсия. В некоторых задачах такой разброс температуры жала недопустим, поэтому у паяльников в паяльных станциях около жала вмонтирован термодатчик. Паяльная станция отслеживает текущую температуру жала и регулирует напряжение на паяльнике, что бы температура соответствовала заданной.
Паяльную станцию стоит покупать тогда, когда станет понятно, что нужна именно она. Для обучения пайке достаточно простого паяльника.
У некоторых паяльников, обычно отечественных, жало медное – красноватого цвета. А у китайских оно белое. Почему так?
Дело в том что на постсоветском пространстве среди любителей всё еще распространена технология пайки медными жалами, в то время как за рубежом давно перешли на необгораемые жала.
Покупать для начала желательно паяльник именно с медным жалом. (белые жала тоже медные, только покрыты тонким слоем никеля). В радиотоварах обычно продаются запасные медные жала, поэтому у паяльника можно извлечь белое жало, и вставить медное.
Слева направо. 1. Медное облуженое жало. Чернота – образовавшаяся из-за нагрева окись меди. 2. Новое медное незаточенное жало. 3.Необгораемое («вечное») жало на конус.
А зачем придумали необгораемые жала?
Дело в том, что флюс «кушает» не только окислы на паяемой поверхности, но еще и материал жала. Также медь немного растворяется в припое, поэтому при длительной работе на медном жале образуются каверны, ямки и т.д. в результате чего оно теряет свою геометрическую форму. Из-за этого в процессе работы приходится регулярно затачивать медное жало. При работе с канифолью затачивать жало приходится раз в неделю – месяц, в зависимости от интенсивности пайки. При работе с припоем Radiel – fondam с бесканифольным флюсом пришлось затачивать жало чуть ли не каждый час.
Для борьбы с этим явлением придумали «необгораемое» жало, также иногда называемое «вечным». Это медное жало покрытое тонким слоем никеля. Никель перекрывает собой доступ к меди, защищая ее. При пайке таким жалом припой подается проволочкой непосредственно в место пайки, а не таскается на жале. Также категорически запрещено прилагать механические усилия при пайке необгораемым жалом. Попытка "подковырнуть и отогнуть" жалом провод может привести к нарушению целостности покрытия, в результате чего жало быстро приходит в негодность из-за начинающегося процесса растворения меди под покрытием. Рекомендуется приобретать жала от известных фирм (Ersa, hakko), они имеют более толстое покрытие и прослужат гораздо дольше. Также не рекомендуется надолго оставлять необгораемое жало "голым" (не покрытым слоем припоя) и нагретым, это может вызвать окисление поверхности жала и ухудшить смачиваемость. Окисленные жала восстанавливают при помощи специального средства - активатора жал.
Существуют также газовые паяльники, которые используются, когда нет доступа к источнику питания, портативные паяльники на батарейках, импульсные паяльники-пистолеты и даже самодельные сварочные станции, но в этой статье мы не будем заострять на них внимание.
Плохо паяются: Алюминий, алюминиевая бронза, высоколегированная сталь, нержавеющая сталь.
Очень плохо паяются (требуется промежуточное покрытие из паяемого металла): чугун, титан, хром, тантал, магний.
Виды припоев, флюсов и способы пайки
Припои. Выбор припоя производят в зависимости от соединяемых металлов или сплавов, от способа пайки, температурных ограничений, размера деталей требуемой механической прочности и коррозионной стойкости и др.
Для пайки светодиодной ленты и светодиодов рекомендуется использовать припой ПОС-61. Температура плавления такого припоя 190°С, в то время, как производители светодиодной ленты не рекомендуют перегревать ленту при пайке выше 200°С. Кроме того, он легкоплавкий.
Наиболее широко применяются в любительской практике легкоплавкие припои. Выпускают легкоплавкие припои в виде литых чушек, прутков, проволоки, лент фольги, порошков, трубок диаметром от 1 до 5 мм, заполненных канифолью, а также в виде паст, составленных из порошка припоя и жидкого флюса.
Флюсы растворяют и удаляют оксиды и загрязнения с поверхности паяемого соединения. Кроме того во время пайки они защищают от окисления поверхность нагреваемого металла и расплавленный припой. Все это способствует увеличению растекаемости припоя, а следовательно, улучшению качества пайки.
Флюс выбирают в зависимости от соединяемых пайкой металлов или сплавов и применяемого припоя, также от характера сборочно-монтажных работ. Остатки флюса, особенно активного, и продукты его разложения нужно удалять сразу после пайки, так как они загрязняют места соединений и являются очагами коррозии.
Полезный факт: на английском языке канифоль называется «rosin».
ВАЖНО: в пайке любого электрооборудования активные флюсы использовать нельзя!
Говоря проще, паять надо с канифолью, техническим жиром(специальный жир для пайки) или спиртовым раствором канифоли. С кислотой контакты паять нельзя!
Каким припоем паять? Чем ПОС-61 отличается от ПОС-30?
Электронику лучше всего паять припоем ПОС-61. (или ближайшими импортными аналогами, например с 63% Sn). ПОС означает Припой Оловянно-Свинцовый. Цифра 61 – 61% олова. Соответственно припой ПОС 30 содержит только 30% олова.
Небольшое пояснение. Солидус – температура, ниже которой сплав полностью твердый. Ликвидус – температура, выше которой сплав полностью жидкий. Следовательно при температуре между температурами ликвидус и солидус сплав будет представлять собой «кашу».
Эвтектическим для системы Sn – Pb будет сплав с 61,9% олова, поэтому припой ПОС-61 самую низкую температуру ликвидус. Припой ПОС61 также обладает самой высокой прочностью среди припоев ПОС. Предел прочности при растяжении 6,7 – 7,5 кГ/мм2.
Существуют еще всяческие экзотические сплавы, вроде сплава Вуда (температура плавления 65,5 градусов Целься), сплава Розе (температура плавления 90 градусов Цельсия) и т.д. Используются они в специфических областях и купить их можно только в специализированных магазинах. Припой ПОС-61 можно купить практически в любом хозмаге.
В магазинах радиодеталей можно встретить так называемые «бессвинцовые» припои. Для обучения пайке брать их не стоит, так как их характеристики (смачиваемость) хуже оловянно-свинцовых. Создание бессвинцовых припоев вызвано давлением экологов. Припои, детали, сделанные по бессвинцовой технологии обычно имеют надпись RoHS на упаковке.
В каком виде продается припой?
Припой может продаваться в виде отрезков проволоки разных диаметров, прутков, гранул. Наиболее удобным является форма проволоки.
На рисунке: мотки проволоки разных диаметров, чушка, пруток.
Вспомогательный инструмент.
В необходимый минимум входят – бокорезы, канцелярский нож, пинцет. Кроме того, могут понадобиться плоскогубцы, тиски или приспособление "третья рука", клещи для зачистки проводов, термоусадка, оплётка.
На рисунке сверху: набор бокорезов и плоскогубцев.
"Третья рука" - приспособление для закрепления проводов при пайке. Полезно, когда в одной руке паяльник, во второй - припойный провод, а на голове - налобный фонарик :)
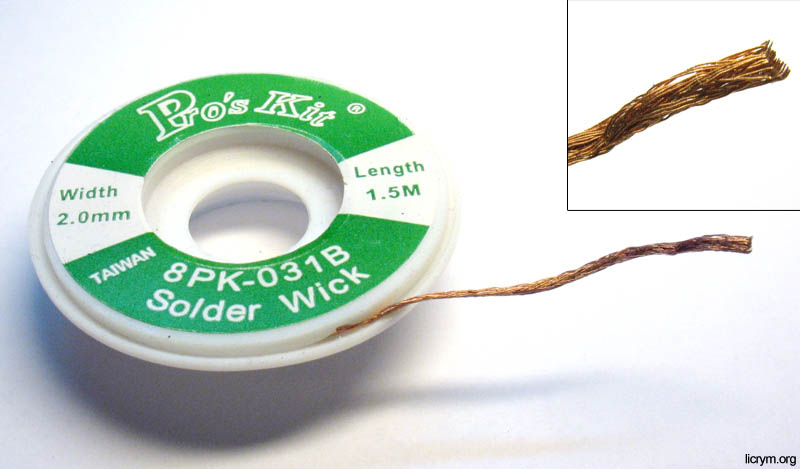
Для более чистого сбора припоя используют оплетку. Оплетка представляет из себя множество тонких переплетенных медных проволочек, покрытых флюсом. Оплётку придавливают паяльником к месту, откуда нужно удалить припой. Припой под действием капиллярных сил всасывается в оплетку. Использованную часть оплетки отрезают и выбрасывают.
Самодельная подставка для паяльника. Важно напомнить, что обязательное условие – негорючий материал подставки. (Для дерева можно сделать исключение – паяльником его поджечь крайне трудно, поэтому основу подставки можно сделать из дерева. Но контактирующие с паяльником части – только металлические). Подставка может быть как самодельная, так и промышленного производства.
Термоусадка в действии. Перед пайкой берётся кусочек термоусадки и одевается на один из контактов. Важно отодвинуть её подальше от места спайки, потому что под воздействием высокой температуры термоусадка "усаживается", сжимается, плотно облегая контакты. По завершении пайки термоусадка задвигается на место спайки и подогревается зажигалкой.
Резюме:
Если вам нужно смонтировать систему освещения, и требуется пайка, вам потребуется:
1. Паяльник на 25–40 вт. с медным жалом;
2. Припой ПОС61 диаметром 2–3мм с сердцевиной из канифоли;
3. Баночку твердой канифоли или технического жира;
4. Маленькие бокорезы или кусачки;
5. Пинцет и/или плоскогубцы с длинными тонкими губками;
6. Термоусадка.
Несколько советов по технике безопасности
Рабочий стол должен быть чист, никакого захламления. Все посторонние предметы должны быть убраны (если стол завален всяким мусором, то обязательно в процессе пайки что-нибудь заденешь жалом или уронишь шнуром). Так как пайка ведется высокой температурой то никаких легкоплавких или горючих материалов не должно быть в районе пайки. Шнур паяльника не должен натягиваться или скручиваться.
Так как при пайке (особенно активными флюсами) выделяется довольно много вредных веществ, то помещение должно хорошо проветриваться. Никаких продуктов питания в помещении при пайке быть не должно. Также запрещается принимать пищу/пить напитки в помещении, где ведется пайка. Во время пайки нельзя наклоняться над паяльником и вдыхать дым. Дымом от пайки кислотами запросто можно обжечь слизистые.
Объект пайки держать лучше каким либо инструментом, т.к. можно обжечься и рефлекторно дернувшись что либо уронить.
После пайки обязательно вымыть руки. На хранение паяльник убирать только холодным.
Процесс пайки.
Новый паяльник с медным жалом.
Если жало нового паяльника не заточено – то затачиваем его, придавая необходимую форму. Форма заточки – дело индивидуальное. Лично мне удобна форма как на фото вначале статьи, где три жала.
После того как заточили жало – нам необходимо его облудить – покрыть слоем припоя, иначе припой к жалу приставать не будет. Для этого окунем жало паяльника в канифоль, затем расплавим небольшое количество припоя, и разотрем его по поверхности жала на деревяшке (можно использовать неокрашенную картонку). В итоге рабочая поверхность жала должна быть покрыта блестящим слоем серебристого металла.
Новый паяльник с необгораемым жалом.
Никаких подготовительных операций не требуется. Единственное – при работе с паяльником грязь с жала счищают проводя по вискозной губке (она чем то напоминает поролон) смоченной в воде. Губка обычно идет в комплекте с подставкой. Если нет губки – можно использовать любой другой мягкий негорючий материал (вплоть до влажной бумажной салфетки).
Теперь можно приступать непосредственно к пайке. Провода перед пайкой соединяют механически – скручивают. Встык паять нельзя – прочность соединения крайне низкая. Можно паять внахлест.
Облуживание проводов. (вариант для медного жала)
Тренировку лучше всего проводить на многожильных медных проводах в полимерной оболочке. Канцелярским ножом аккуратно надрежем и снимем изоляцию. Надрезать изоляцию, ставя нож перпендикулярно к проводу не рекомендуется – можно надрезать сами жилы провода, что при изгибах вызовет поломку жилы. Изоляцию лучше надрезать под углом к проводу – так же как затачивают карандаш. Можно использовать специальные клещи для съемки изоляции. Самый лучший вариант – снятие изоляции горячим предметом (не жалом! Оно покроется остатками сгоревшей изоляции и им будет плохо паять), для чего есть специальные приспособления. Но нужно уметь снимать изоляцию ножом.
После того как сняли изоляцию посмотреть на жилы провода. Если жилы тёмного цвета, не блестят – на них толстая пленка окислов (в основном бывает на очень старых проводах, хранившихся в неподобающих условиях) которую нужно снять механически, флюсу она будет не по зубам. Если жилы блестят медным или серебристым блеском – скручиваем их.
Набираем на жало немного припоя и окунаем в канифоль. Канифоль при этом расплавится. Быстро, пока не выгорела канифоль на жале, проводим жалом по проводу. Если всё сделано правильно то припой растечется по скрученным жилам. Если припой не смачивает жилы то нужно их зачистить и/или предварительно покрыть жидким флюсом, например ЛТИ-120.
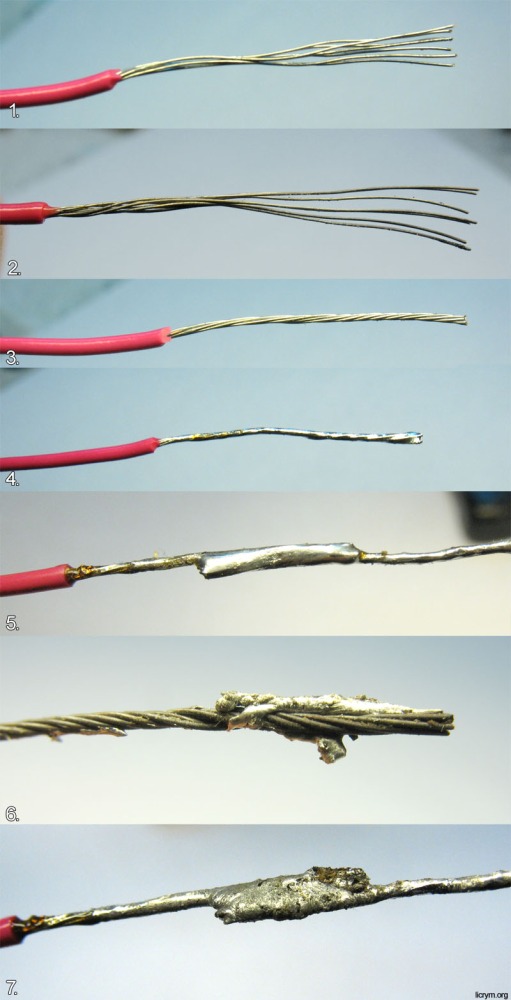
На фото:
1.- с провода снята изоляция. Жилы блестят.
2.-с провода снята изоляция – жилы темного цвета без блеска – требуется механически их зачистить от окислов.
3.- Жилы скручены, готовы к облуживанию.
4.- Хорошо облуженный провод. Припой затек во все пространство между жилами.
5.- Хорошая пайка. Провода соеденены внахлест. Поверхность соединения гладкая и блестящая.
6.- Брак – нет смачивания припоем. Причины: недостаточное количество флюса, слишком толстая пленка окислов на проводе.
7.- Плохая пайка – поверхность припоя матовая и в окислах. Причины: недостаток флюса, смещение деталей во время пайки.
Облуживание проводов. (вариант для необгораемого жала)
Зачищаем провод также как и в варианте для медного жала.
Так как к необгораемому жалу припой не пристает то его необходимо подавать в момент пайки виде проволочки. Держа паяльник в правой руке, проводим жалом вдоль провода (тепло должно передаваться жилам, иначе припой их не смочит) одновременно подавая левой рукой проволочку припоя. Если необходимо – можно предварительно покрыть жилы жидким флюсом.
Демонтаж. Вариант для медного жала.
Если провод или вывод не загнуты то достаточно разогреть припой и вытянуть провод. Если припоя слишком много и крепление не видно, то стряхнем с жала лишний припой (паяльниками с керамическими нагревателями стучать нельзя). И приложим к месту пайки. Часть припоя перетечет на жало. Далее аккуратно расшатываем соединение пока провод не отпаяется. Так мы удалим большую часть припоя. Если необходимо еще удалить припой – то прикладываем к месту пайки оплетку и прижимаем жалом. Припой перетечет в оплетку.
Важно учитывать, что печатные платы долго греть нельзя – начнет отслаиваться фольга дорожек, не говоря о перегреве отпаиваемого элемента.
Демонтаж. Вариант для необгораемого жала.
Точно так же как и для медного, кроме возможности собрать лишний припой на жало.
.png)